

 LANGUAGE
LANGUAGEบนสายการผลิตเคเบิลที่ทำงานเต็มกำลังการผลิต สถานีติดฉลากแห่งเดียวที่มีเจ้าหน้าที่ปฏิบัติงานเพียงรายเดียวอาจกลายเป็นปัญหาคอขวดที่จำกัดปริมาณงานในลำดับบรรจุภัณฑ์ทั้งหมด การติดฉลากคอยล์สายเคเบิลแบบแมนนวลช้า ไม่สอดคล้องกัน และ—เมื่อผู้ปฏิบัติงานเหนื่อยล้าหรือเสียสมาธิ—มีแนวโน้มที่จะวางตำแหน่งคดเคี้ยว คอยล์พลาด และฉลากเดือดปุด ๆ ซึ่งบังคับให้ต้องทำงานซ้ำ สำหรับผู้ผลิตสายเคเบิลที่ปรับขนาดปริมาณการผลิต การยกเลิกการติดฉลากด้วยตนเองไม่ใช่การเลือกด้านคุณภาพ เป็นข้อกำหนดทางวิศวกรรมการผลิต
คู่มือนี้ครอบคลุมเทคโนโลยีทั้งสามที่เป็นศูนย์กลางของระบบอัตโนมัตินั้น: เครื่องติดฉลากสายเคเบิลอัตโนมัติ , ที่ ตัวป้อนฉลากสายเคเบิล และขั้นตอนการทำงานเฉพาะของ การติดฉลากคอยล์สายเคเบิล บนสายการประกอบแบบครบวงจร
เหตุใดการติดฉลากคอยล์สายเคเบิลแบบแมนนวลจึงล้มเหลวในระดับหนึ่ง
ปัญหาเกี่ยวกับการติดฉลากคอยล์สายเคเบิลแบบแมนนวลจะสามารถวัดได้เมื่อปริมาณการผลิตถึงจุดที่ความเร็วการติดฉลากไม่ใช่ความเร็วการขดจะเป็นตัวกำหนดอัตราเอาท์พุตของไลน์
ตำแหน่งที่ไม่สอดคล้องกัน การติดฉลากแบบมีกาวในตัวด้วยมือที่ด้านข้างของคอยล์จะขึ้นอยู่กับความสนใจและมุมการจับของผู้ปฏิบัติงาน ตำแหน่งฉลากจะแตกต่างกันไปตามเซนติเมตรระหว่างคอยล์ สำหรับผลิตภัณฑ์สำเร็จรูปที่กำหนดไว้สำหรับการแสดงร้านค้าปลีกหรือการสแกนอัตโนมัติ ตำแหน่งที่ไม่สอดคล้องกันหมายความว่าไม่สามารถสแกนบาร์โค้ดได้อย่างน่าเชื่อถือ และรูปลักษณ์ที่เป็นมืออาชีพซึ่งสะท้อนถึงคุณภาพของผลิตภัณฑ์จะถูกทำลายลงในขั้นตอนสุดท้ายของการผลิต
การพึ่งพาแรงงานและการสะสมต้นทุน ผู้ดำเนินการติดฉลากเฉพาะจะแสดงต้นทุนแรงงานคงที่ซึ่งปรับขนาดเป็นเส้นตรงกับปริมาณการผลิต ที่อัตราเอาท์พุตที่สูงกว่า 300–500 คอยล์ต่อกะ โดยปกติแล้วสถานีติดฉลากแห่งเดียวจะต้องมีผู้ปฏิบัติงานเต็มเวลาหนึ่งคนซึ่งมีผลผลิตที่มีประสิทธิผลเพียงตัวเดียวคือการวางฉลาก ซึ่งเป็นฟังก์ชันที่ไม่สร้างมูลค่าเพิ่มเกินกว่าที่อุปกรณ์อัตโนมัติสามารถส่งมอบได้ในราคาเพียงเศษเสี้ยวของต้นทุนต่อหน่วย
ความเสี่ยงคอขวดในสายบูรณาการ เมื่อการม้วน การพัน และการติดฉลากเป็นการดำเนินการตามลำดับในสายต่อเนื่อง สถานีที่ช้าที่สุดจะกำหนดอัตราเอาท์พุตของทั้งระบบ การติดฉลากด้วยตนเองจะจำกัดปริมาณงานอย่างสม่ำเสมอ เนื่องจากความเร็วการใช้งานของมนุษย์ไม่ซิงโครไนซ์กับความเร็วการขดของเครื่องจักร ผลลัพธ์ที่ได้คือการสะสมบัฟเฟอร์ที่ต้นน้ำของสถานีติดฉลาก หรือการจงใจลดความเร็วของสายการผลิตเพื่อให้ตรงกับจังหวะของผู้ปฏิบัติงาน ซึ่งทั้งสองอย่างนี้ลดผลผลิตที่มีประสิทธิภาพของอุปกรณ์ทุนด้วยต้นทุนต่อหน่วยที่สูงกว่าขั้นตอนการติดฉลากอย่างมาก
ตัวป้อนฉลากสายเคเบิลคืออะไร
เครื่องป้อนฉลากสายเคเบิลเป็นอุปกรณ์อัตโนมัติเฉพาะที่จะจ่ายฉลากแบบมีกาวในตัวที่ทำไว้ล่วงหน้า และติดไว้ที่ด้านข้างของขดสายเคเบิลขณะที่ผ่านสถานีติดฉลากบนสายการประกอบ อุปกรณ์จะจัดทำดัชนีฉลากจากม้วน ลอกแผ่นรองด้านหลัง และใช้ฉลากแต่ละอันที่ตำแหน่งที่กำหนดไว้บนขดลวดโดยมีการวางแนวและแรงกดที่สม่ำเสมอ โดยไม่ต้องให้ผู้ปฏิบัติงานมีส่วนร่วม
ความแตกต่างที่สำคัญระหว่างเครื่องป้อนฉลากสายไฟและเครื่องติดฉลากสายไฟทั่วไปคือเป้าหมายการใช้งาน เครื่องติดฉลากสายไฟทั่วไปได้รับการออกแบบมาเพื่อพันฉลากรอบพื้นผิวทรงกระบอกของสายไฟแต่ละเส้น โดยจะติดฉลากตามแนวยาวตามแนวสายไฟ ในทางตรงกันข้าม ตัวป้อนฉลากสายเคเบิลจะใช้ฉลากกับ หน้าด้านแบนของคอยล์สำเร็จรูป - พื้นผิวที่มองเห็นได้เมื่อคอยล์ตั้งตรงหรือแสดงบนชั้นวาง นี่เป็นข้อกำหนดการติดฉลากเฉพาะสำหรับการผลิตคอยล์เคเบิลแบบบรรจุหีบห่อ และต้องการรูปทรงการป้อนที่แตกต่างกัน มุมการนำเสนอฉลากที่แตกต่างกัน และความแม่นยำของตำแหน่งที่แตกต่างกันโดยสัมพันธ์กับขอบคอยล์
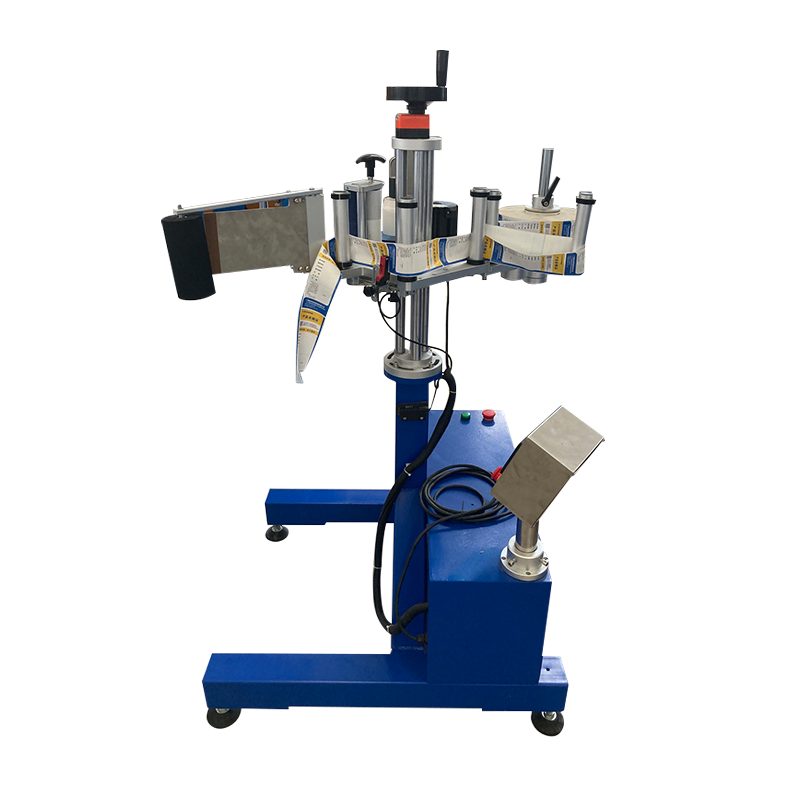
เยสเจ็ท เครื่องป้อนฉลากสติ๊กเกอร์สายไฟสำหรับการติดฉลากคอยล์ในสายการประกอบ ได้รับการออกแบบทางวิศวกรรมมาโดยเฉพาะสำหรับการใช้งานนี้: ฉลากแบบมีกาวในตัวที่ทำไว้ล่วงหน้าจะถูกป้อนและติดเข้ากับด้านคอยล์บนสายการประกอบที่กำลังเคลื่อนที่โดยอัตโนมัติ โดยไม่ต้องดำเนินการด้วยตนเองที่สถานีติดฉลาก
เครื่องติดฉลากสายเคเบิลอัตโนมัติทำงานบนสายการประกอบอย่างไร
เครื่องติดฉลากสายเคเบิลอัตโนมัติที่รวมอยู่ในสายการบรรจุแบบม้วนทำหน้าที่เป็นสถานีซิงโครไนซ์ภายในลำดับบรรทัดโดยรวม การทำความเข้าใจตรรกะการรวมจะให้ความกระจ่างว่าเครื่องจักรสามารถทำอะไรได้บ้าง และต้องมีเงื่อนไขต้นน้ำและปลายน้ำใดบ้างเพื่อให้ทำงานได้อย่างถูกต้อง
กลไกการป้อนม้วนฉลากและการลอก เครื่องจะยึดม้วนฉลากมีกาวในตัวที่พิมพ์ไว้ล่วงหน้าไว้บนแกนหมุน กลไกการป้อนที่ขับเคลื่อนด้วยสเต็ปเปอร์มอเตอร์จะเลื่อนแถบฉลากในอัตราที่ควบคุม ที่จุดที่ลอก แผ่นรองด้านหลังจะโค้งงออย่างรวดเร็วรอบขอบแผ่น ทำให้ฉลากแยกออกจากแผ่นรองและหงายหน้าขึ้นเพื่อใช้งาน จากนั้นซับในจะถูกม้วนกลับเข้าแกนม้วนเก็บ เพื่อรักษาพื้นที่ทำงานให้ปราศจากเศษวัสดุ
การตรวจจับและทริกเกอร์คอยล์ เซ็นเซอร์ ซึ่งโดยทั่วไปแล้วจะเป็นสวิตช์โฟโตอิเล็กทริคซึ่งอยู่ที่ทางเข้าสถานีติดฉลาก จะตรวจจับการมาถึงของคอยล์แต่ละอันบนสายพานลำเลียง สัญญาณการตรวจจับจะกระตุ้นรอบการจ่ายฉลาก: ฉลากจะเลื่อนไปยังตำแหน่งการใช้งานและกดลงบนใบหน้าด้านข้างของคอยล์ในขณะที่คอยล์ถึงจุดการติดฉลากที่กำหนดไว้ จังหวะทริกเกอร์สามารถปรับได้เพื่อให้ซิงโครไนซ์กับความเร็วของสายพาน เพื่อให้มั่นใจว่าตำแหน่งการวางฉลากสม่ำเสมอ โดยไม่คำนึงถึงความเร็วของสายพานลำเลียงที่เปลี่ยนแปลงเล็กน้อย
แรงกดดันในการใช้งานและความสอดคล้อง ป้ายจะถูกติดด้วยแผ่นหรือลูกกลิ้งที่กดให้สม่ำเสมอกับหน้าคอยล์ แม้แต่แรงกดสัมผัสทั่วทั้งพื้นที่ฉลากก็มีความสำคัญอย่างยิ่งในการป้องกันการยกขอบ ฟองอากาศ และการยึดเกาะบางส่วน ซึ่งเป็นข้อบกพร่องทั่วไปในการใช้งานด้วยตนเอง แรงกดในการใช้งานที่สม่ำเสมอเป็นหนึ่งในข้อดีด้านคุณภาพหลักของการป้อนฉลากอัตโนมัติเหนือการใช้งานด้วยมือ
ที่พักความยาวป้าย ผลิตภัณฑ์เคเบิลต่างๆ ต้องการรูปแบบฉลากที่แตกต่างกัน เช่น ฉลากบาร์โค้ด ฉลากข้อมูลผลิตภัณฑ์ ป้ายเตือนความปลอดภัย ซึ่งมีความยาวในการพิมพ์แตกต่างกันไป เครื่องติดฉลากสายเคเบิลอัตโนมัติที่ระบุอย่างถูกต้องรองรับช่วงความยาวฉลากที่กำหนดโดยไม่ต้องปรับกลไกสำหรับแต่ละรูปแบบ ช่วงความยาวฉลากจะกำหนดว่าผลิตภัณฑ์เคเบิลผสมใดที่เครื่องสามารถให้บริการได้โดยไม่ต้องเปลี่ยนเครื่องมือ
การติดฉลากคอยล์สายเคเบิล: พารามิเตอร์ทางเทคนิคที่สำคัญ
การเลือกเครื่องติดฉลากสายไฟอัตโนมัติสำหรับการใช้งานด้านคอยล์จำเป็นต้องประเมินพารามิเตอร์ที่เฉพาะเจาะจงสำหรับงานติดฉลากคอยล์ และแตกต่างจากพารามิเตอร์ที่เกี่ยวข้องกับการใช้งานติดฉลากสายไฟแบบอินไลน์
| พารามิเตอร์ | ข้อมูลจำเพาะ (ตัวป้อนฉลากสติ๊กเกอร์สายไฟ Yessjet) | ทำไมมันถึงสำคัญ |
|---|---|---|
| ความแม่นยำในการติดฉลาก | ±1มม | กำหนดความน่าเชื่อถือในการสแกนบาร์โค้ดและความสม่ำเสมอของการมองเห็นบนผลิตภัณฑ์สำเร็จรูป |
| ช่วงความยาวของฉลาก | 50 มม. – 160 มม | ต้องรองรับรูปแบบฉลากทั้งหมดในกลุ่มผลิตภัณฑ์โดยไม่ต้องเปลี่ยนเครื่องมือ |
| ระดับพลังงาน | 150W (220V, 60Hz) | การใช้พลังงานต่ำ เข้ากันได้กับระบบไฟฟ้าพื้นการผลิตมาตรฐาน |
| รอยเท้าเครื่อง | 1100 × 870 × 2000มม | ขนาดกะทัดรัดเหมาะกับเค้าโครงเส้นที่มีอยู่โดยไม่ต้องแก้ไขแผนผังชั้นหลัก |
| น้ำหนักเครื่อง | 80กก | สามารถจัดการการติดตั้งและเปลี่ยนตำแหน่งภายในพื้นที่การผลิตได้ |
| โหมดการทำงาน | อัตโนมัติเต็มรูปแบบ ไม่มีการดำเนินการด้วยตนเอง | กำจัดผู้ปฏิบัติงานการติดฉลากโดยเฉพาะ ช่วยให้สามารถทำงานแบบอัตโนมัติได้อย่างต่อเนื่อง |
ข้อกำหนดความแม่นยำของตำแหน่ง ±1 มม. สมควรได้รับความสนใจเป็นพิเศษ สำหรับคอยล์ที่มีบาร์โค้ดที่พิมพ์ออกมา ความแม่นยำในการวางฉลากจะส่งผลโดยตรงต่ออัตราการสแกนการอ่านครั้งแรกที่จุดตรวจดาวน์สตรีมและที่จุดรับของลูกค้า ฉลากที่วางผิดตำแหน่งมากกว่า 2–3 มม. จากตำแหน่งที่คาดหวังบนหน้าคอยล์อาจทำให้เกิดความล้มเหลวในการวางแนวสแกนเนอร์ในระบบรับแบบอัตโนมัติ ทำให้เกิดการแทรกแซงด้วยตนเองในขั้นตอนของห่วงโซ่อุปทานอย่างแม่นยำ ซึ่งระบบอัตโนมัติให้คุณค่ามากที่สุด
หากต้องการดูกลุ่มอุปกรณ์เสริมทั้งหมดที่รองรับขั้นตอนการผลิตสายเคเบิล โปรดดูกลุ่มผลิตภัณฑ์ทั้งหมด อุปกรณ์เสริมการผลิตสายไฟ ครอบคลุมถึงการจัดเก็บ การติดฉลาก การควบคุมแรงดึง การลำเลียง และโซลูชั่นหัวขดม้วน
ประโยชน์หลักของกระบวนการติดฉลากคอยล์สายเคเบิลของคุณโดยอัตโนมัติ
กรณีของเครื่องติดฉลากสายเคเบิลอัตโนมัติในการผลิตคอยล์สร้างขึ้นจากผลลัพธ์ที่วัดผลได้ในสี่มิติ ได้แก่ แรงงาน คุณภาพ ความเร็ว และการตรวจสอบย้อนกลับ
การลดต้นทุนแรงงาน การนำผู้ปฏิบัติงานติดฉลากเฉพาะออกจากสายการผลิตจะช่วยลดต้นทุนค่าแรงต่อกะที่เกิดซ้ำ ข้อมูลอุตสาหกรรมเกี่ยวกับระบบการติดฉลากอัตโนมัติบ่งชี้ว่าบริษัทต่างๆ ที่ใช้สถานีติดฉลากแบบอัตโนมัติสามารถลดความเกี่ยวข้องได้ ค่าแรงในสายการติดฉลากสูงถึง 30% . สำหรับการผลิตสายเคเบิลปริมาณมากที่มีกะการทำงานหลายกะ จะช่วยประหยัดเงินรายปีได้มากเมื่อเทียบกับต้นทุนทุนของอุปกรณ์อัตโนมัติ
คุณภาพสม่ำเสมอทุกคอยล์ การใช้งานแบบอัตโนมัติช่วยลดความแปรปรวนที่เกิดจากความล้าของผู้ปฏิบัติงาน การเปลี่ยนแปลงกะ และความแตกต่างของเทคนิคของแต่ละบุคคล คอยล์ทุกตัวจะได้รับฉลากที่ตำแหน่งเดียวกัน โดยมีแรงกดในการใช้งานเท่ากัน โดยไม่คำนึงถึงปริมาณการผลิตหรือเวลาของกะ ความสม่ำเสมอนี้มีความสำคัญทั้งต่อรูปลักษณ์ของผลิตภัณฑ์สำเร็จรูปและความน่าเชื่อถือในการสแกนบาร์โค้ดขั้นปลาย
การซิงโครไนซ์ความเร็วของสาย เครื่องป้อนฉลากสายเคเบิลทำงานที่ความเร็วที่กำหนดโดยอัตราสายพานลำเลียงของสายการผลิต ไม่ใช่ตามความสามารถทางกายภาพของผู้ปฏิบัติงานที่เป็นมนุษย์ วิธีนี้จะขจัดการติดฉลากเนื่องจากปัญหาคอขวดที่จำกัดปริมาณงาน และช่วยให้สามารถใช้งานอุปกรณ์การม้วนและห่อขั้นต้นได้อย่างเต็มประสิทธิภาพโดยไม่ต้องควบคุมอัตราที่สถานีติดฉลาก
การสนับสนุนการตรวจสอบย้อนกลับและการระบุตัวตน ฉลากที่ติดด้วยเครื่องจักรสม่ำเสมอจะมีข้อมูลบาร์โค้ด รหัส QR หรือลำดับเลข ซึ่งช่วยให้สามารถตรวจสอบย้อนกลับผลิตภัณฑ์จากสายการบรรจุภัณฑ์ผ่านการจัดจำหน่ายไปยังลูกค้าปลายทาง สำหรับผู้ผลิตสายเคเบิลที่จัดหาให้กับลูกค้าด้านอุตสาหกรรม การก่อสร้าง หรือโครงสร้างพื้นฐานข้อมูล ซึ่งการระบุสายเคเบิลเป็นข้อกำหนดเฉพาะของโครงการ ฉลากที่ติดด้วยเครื่องจักรจะให้ความสอดคล้องของการติดฉลากที่การใช้งานด้วยตนเองไม่สามารถส่งมอบได้อย่างน่าเชื่อถือในปริมาณการผลิต
บูรณาการกับสายการผลิตสายเคเบิลที่กว้างขึ้น
เครื่องป้อนฉลากสายเคเบิลให้คุณค่าสูงสุดเมื่อรวมเป็นสถานีเดียวภายในลำดับการบรรจุอัตโนมัติที่สมบูรณ์ แทนที่จะใช้งานเป็นอุปกรณ์เดี่ยว ลำดับของสายการบรรจุแบบม้วนโดยทั่วไป ได้แก่ การขด การเข้าเล่มหรือการห่อ การติดฉลาก และการลำเลียงไปยังการวางบนพาเลท ได้รับการออกแบบมาให้ไหลอย่างต่อเนื่อง โดยแต่ละสถานีจะส่งผลิตภัณฑ์ที่เสร็จสมบูรณ์ไปยังขั้นตอนถัดไปโดยไม่ต้องมีการจัดการด้วยตนเองระหว่างขั้นตอน
ในลำดับนี้ สถานีติดฉลากจะอยู่ระหว่างอุปกรณ์บรรจุภัณฑ์แบบม้วนและสายพานลำเลียงขาออก คอยล์มาถึงแบบห่อและมัด แล้วผ่านสถานีป้อนฉลากซึ่งมีการติดฉลากด้านข้างโดยอัตโนมัติ และไปยังสายพานลำเลียงเพื่อรวบรวมหรือวางบนพาเลท ลำดับทั้งหมดตั้งแต่การสร้างคอยล์ไปจนถึงผลิตภัณฑ์สำเร็จรูปที่มีป้ายกำกับจะทำงานโดยไม่มีการแทรกแซงของผู้ปฏิบัติงานที่สถานีใดๆ
เยสเจ็ท อุปกรณ์ม้วนและบรรจุภัณฑ์อัตโนมัติเต็มรูปแบบ ได้รับการออกแบบโดยคำนึงถึงการบูรณาการนี้ เครื่องม้วน ห่อ และเข้าเล่มในกลุ่มผลิตภัณฑ์ผลิตคอยล์สำเร็จรูปในขนาดและความสม่ำเสมอที่จำเป็นสำหรับการติดฉลากอัตโนมัติที่เชื่อถือได้ที่ปลายน้ำ คอยล์ที่มีเส้นผ่านศูนย์กลางสม่ำเสมอและรูปทรงหน้าเรียบเป็นข้อกำหนดเบื้องต้นสำหรับการวางฉลากที่สม่ำเสมอ ±1 มม. เมื่อมีการจัดหาเครื่องป้อนฉลากควบคู่ไปกับอุปกรณ์การม้วนและบรรจุภัณฑ์จากผู้ผลิตรายเดียวกัน ข้อมูลจำเพาะของอินเทอร์เฟซ ความสูงของสายพานลำเลียง และรูปทรงการส่งคอยล์จะได้รับการประสานกันด้วยการออกแบบ แทนที่จะต้องอาศัยการผสานรวมแบบกำหนดเองที่ไซต์งาน
สำหรับผู้ผลิตสายเคเบิลที่วางแผนหรืออัปเกรดสายการผลิตทั้งหมด ตั้งแต่การอัดขึ้นรูปไปจนถึงการม้วน การบรรจุ การติดฉลาก และการจัดวางบนพาเลท Yessjet's โซลูชั่นแบบครบวงจรในการผลิตสายเคเบิลแบบครบวงจร ครอบคลุมลำดับอุปกรณ์ทั้งหมดด้วยการออกแบบที่ประสานงาน การสนับสนุนการติดตั้ง และบริการทดสอบการใช้งาน เพื่อให้มั่นใจว่าทุกสถานีในสายการผลิตจะทำงานเป็นระบบบูรณาการตั้งแต่วันแรก










